颜色黑色
规格2040*410*410
是否定制是
包装木箱
密度标准
电阻标准
抗折强度标准
抗压强度标准
热导率标准
颗粒度标准
台州市鸿奈德碳素制品有限公司石墨产品的主要特性:
1、耐高温:石墨块是目前已知的耐高温的材料之一.它的熔点为3850℃±50℃,沸点达4250℃.它在7000℃超高温电弧下10S,石墨的损失小,按重量计石墨损失0.8%.由此可见,石墨的耐高温性能是很突出的。
2、的抗热震性能:石墨具良好的抗热震性能,即当温度突然变化时,热膨胀系数小,因而具有良好的热稳定性,在温度急冷急热的变化时,不会产生裂纹。
3、导热性和导电性:石墨具有良好的导热性和导电性.它与一般的材料相比,其导热导电性是相当高的.比不锈钢高4倍,比碳素钢高2倍,比一般的非金属高100倍。
4、润滑性:石墨的润滑性能类似于二硫化钼,摩擦系数小于0.1.其润滑性能随鳞片大小而变,鳞片愈大,摩擦系数愈小,润滑性愈好。
5、化学稳定性:常温下石墨具有良好的化学稳定性,能耐酸、耐碱、耐的腐蚀。
等静压石墨的特点
鸿奈德石墨是采用冷等静压成型工艺压制而成,成型的石墨在不同的方向性能数值完全相同。它具有一系列的优良特性,从而使它与当今高新技术,国防技术紧密相联。
鸿奈德石墨常用于制造单晶炉石墨热场,金属连铸石墨结晶器和电火花加工用石墨电极。我们的产品性能稳定,畅销国内外,深受广大客户的喜爱和支持。
备注:冷等静压是指在常温下,将粉末置于密封的液体环境当中,液体传递超高压将粉末成型。因为液体中压力是每一面都相等的,所以称之为冷等静压。

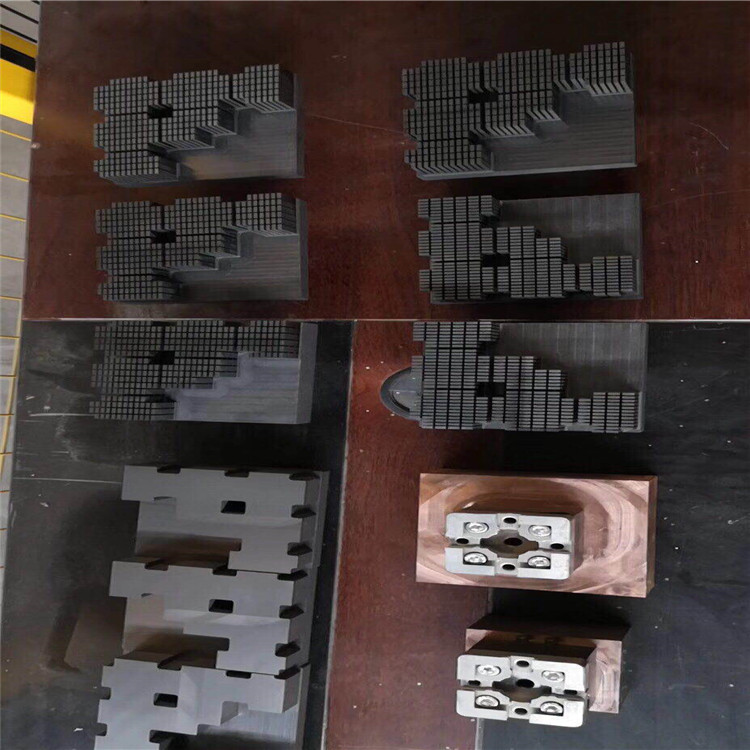
石墨电极的优点是加工较容易,EDM(电火花)时金属去除率高,以及石墨损耗小。故此,越来越多的模具厂放弃使用铜电极而改用石墨电极。那么,石墨到底有哪些优势呢?
1.石墨的比重是铜的1/5,同等体积石墨的重量相对铜要轻5倍。铜制作成的大型电极由于太重,在长期电火花时对EDM机床主轴精度非常不利。而石墨则不会,而且搬运也非常安全!
2.石墨可以有很高的加工速度,一般石墨的加工速度较普通金属5倍。而且选择硬度合适的和石墨,可减少的磨损和电极的损耗。
3.石墨成型容易且不会变形,有些形状的电极用铜不易制作而用石墨能轻易达到。如:薄片电极,铜在机加工和EDM时容易变形,而石墨却能很容易的达到,且石墨在EDM时可以用较大的电流和加工速度,不用担心因温度过高产生变形而使工件受到损坏。

EDM是在车、磨、铣之后的流行的第四种加工方法。与传统铜电极相比,EDM用等静压石墨有如优点:
同体积石墨的价格仅为铜电极的25%。
石墨加工速度是铜电极加工速度的3-5倍,加工表面光滑。
加工精度高,易于抛光。
石墨的体密仅为铜电极的1/5,更适于制作大型电极。
做为电火花加工用电极时,期消耗仅为铜电极的1/3-1/5,且火花油分解碳化物被覆,补偿电极耗损。

1.石墨的修整和抛光,一般情况下石墨在加工完成后不需要进行抛光处理。这也减少了电极在成型后的精度误差和缩短了生产周期。
2.石墨的EDM(电火花)速度快而损耗小。因为铜的熔点是1083℃,而EDM时的温度在1100℃,铜电极在EDM后相对容易消耗和磨损。而石墨在3550℃才会出现升华,只要配合好合理的加工参数,石墨电极可以做到理论意义上的零损耗。从而避免了电极重复加工的次数。
3.在电极的设计和编程方面,石墨电极的设计也不同。许多模具厂通常在铜电极的粗加工和精加工有不同的预留量,而石墨电极则可以使用相同的预留量,这减少了CAD/CAM的工作量和机器加工的次数。单是这个原因就足以缩短模具的设计和加工周期,而且也减少加工中了出错的概率。
由于表面湿度低,热膨胀系数小,良好的润滑性能,化学性能稳定,耐高温,高热导率等性能,石墨制品被广泛的应用于冶金行业。
鸿奈德为冶金行业提供了广泛的石墨制品,包括:
连续铸造石墨模具
石墨坩埚
石墨电极加工
真空炉石墨部件/设备
石墨模具
烧结石墨模具/石墨舟
石墨棒/石墨拖杆及石墨连接件等石墨制品
http://www.zjqyshimo.com