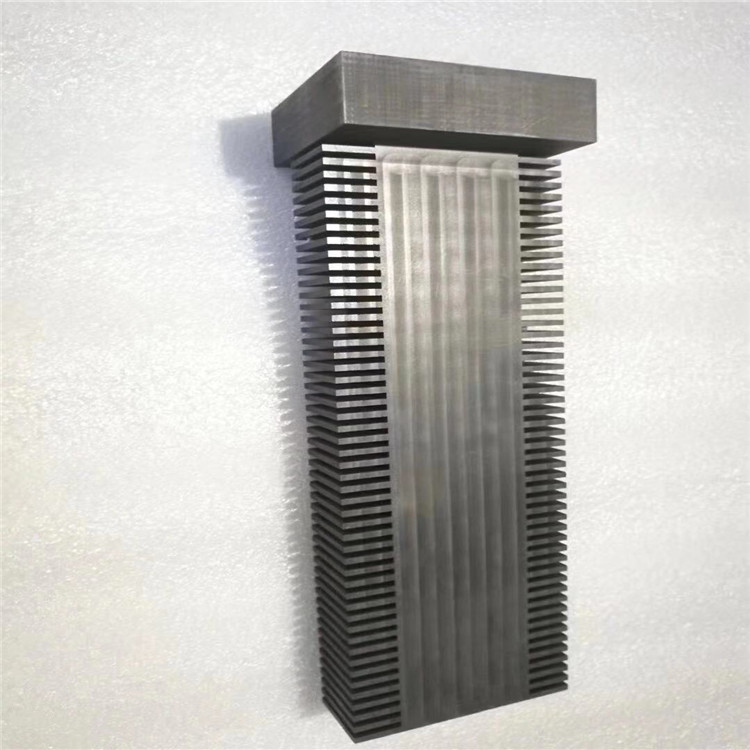
颜色黑色
规格2040*410*410
是否定制是
包装木箱
密度标准
电阻标准
抗折强度标准
抗压强度标准
热导率标准
颗粒度标准
台州市鸿奈德碳素制品有限公司石墨产品的主要特性:
1、耐高温:石墨块是目前已知的耐高温的材料之一.它的熔点为3850℃±50℃,沸点达4250℃.它在7000℃超高温电弧下10S,石墨的损失小,按重量计石墨损失0.8%.由此可见,石墨的耐高温性能是很突出的。
2、的抗热震性能:石墨具良好的抗热震性能,即当温度突然变化时,热膨胀系数小,因而具有良好的热稳定性,在温度急冷急热的变化时,不会产生裂纹。
3、导热性和导电性:石墨具有良好的导热性和导电性.它与一般的材料相比,其导热导电性是相当高的.比不锈钢高4倍,比碳素钢高2倍,比一般的非金属高100倍。
4、润滑性:石墨的润滑性能类似于二硫化钼,摩擦系数小于0.1.其润滑性能随鳞片大小而变,鳞片愈大,摩擦系数愈小,润滑性愈好。
5、化学稳定性:常温下石墨具有良好的化学稳定性,能耐酸、耐碱、耐的腐蚀。
石墨电极的优点是加工较容易,EDM(电火花)时金属去除率高,以及石墨损耗小。故此,越来越多的模具厂放弃使用铜电极而改用石墨电极。那么,石墨到底有哪些优势呢?
1.石墨的比重是铜的1/5,同等体积石墨的重量相对铜要轻5倍。铜制作成的大型电极由于太重,在长期电火花时对EDM机床主轴精度非常不利。而石墨则不会,而且搬运也非常安全!
2.石墨可以有很高的加工速度,一般石墨的加工速度较普通金属5倍。而且选择硬度合适的和石墨,可减少的磨损和电极的损耗。
3.石墨成型容易且不会变形,有些形状的电极用铜不易制作而用石墨能轻易达到。如:薄片电极,铜在机加工和EDM时容易变形,而石墨却能很容易的达到,且石墨在EDM时可以用较大的电流和加工速度,不用担心因温度过高产生变形而使工件受到损坏。

石墨具有以下铜无法比拟的特性:
加工速度:高速铣粗加工较铜块3倍;高速铣精加工较铜块5倍
可加工性好,能实现复杂的几何造型
重量轻,密度不足铜的1/4,电极容易夹持
可减少单个电极的数量,因为可做成组合电极
热稳定性好,不变形无加工毛刺

石墨电极与传统铜电极的设计不同。许多模具公司通常在铜电极的粗加工和精加工有不同的预留量,而石墨电极则使用几乎相同的预留量,这减少了CAD/CAM和机器加工的次数,单是这个原因,就足以在很大程度上提高模具型腔的精度。
当然,模具公司由铜电极转用石墨电极后,首先应该清楚的是该如何使用石墨材料以及考虑其他相关因素。如今部分火花机客户采用石墨以电极放电加工,这免除了模具型腔抛光和化学物品抛光的工序却仍然能达到预期的表面光洁度。如不增加时间和抛光的工序,铜电极不可能制作出这样的工件。另外,石墨分为不同的等级,在特定的应用程序下使用适当等级的石墨和电火花放电参数才能达到理想的加工效果,若在使用石墨电极的火花机上操作人员使用与铜电极相同的参数,那么结果肯定是令人失望的。如果要严格控制电极的物料,可将石墨电极在粗加工时设于非损耗状态(损耗少于1%),但铜电极则不使用。
EDM是在车、磨、铣之后的流行的第四种加工方法。与传统铜电极相比,EDM用等静压石墨有如优点:
同体积石墨的价格仅为铜电极的25%。
石墨加工速度是铜电极加工速度的3-5倍,加工表面光滑。
加工精度高,易于抛光。
石墨的体密仅为铜电极的1/5,更适于制作大型电极。
做为电火花加工用电极时,期消耗仅为铜电极的1/3-1/5,且火花油分解碳化物被覆,补偿电极耗损。
决定连续铸造石墨模具寿命的因素有很多种。从铸造材料的成分,到铸造温度,到冷却速率,都会影响石墨模具的寿命。使用的特定石墨等级也由多种因素决定。主要因素是待铸造模具应用于何种材料工艺领域。例如,对于灰铸铁或高镍合金,需要耐磨损的石墨,而对于黄铜,具有足够的开孔率以允许锌蒸发的相对致密的石墨将是更好的选择。
设计用于连续铸造的石墨模具需要考虑所有这些因素并将其应用于您的特定应用。等级选择是重要的,应包括铸造人员,石墨制造商和加工石墨的机加工厂的投入。即便如此,在设计新系统时,在选择实际石墨等级之前,可能需要进行实际试验。
我们现在供应以下铸件石墨模具:
有色金属(青铜,黄铜,铝及铜)
贵金属(金,银及宝石)等
http://www.zjqyshimo.com